工程日志:追踪 KVM-GO 的 DP/VGA 发热问题(以及最终生效的修复方案)
记录 1:意识到这不再是「正常温热」的时刻
在 KVM-GO 开发中期,我们观察到发热行为与常见的「小设备会有点热」预期不符。问题只出现在两个型号上:DisplayPort(DP)和 VGA。HDMI 型号的温度表现符合预期。
最初症状很直观:外壳温度比预期更早达到令人不适的程度。让我们担心的不是舒适度,而是内部温度可能已经远超消费级元器件长期耐受的上限。
记录 2:为什么只有 DP 和 VGA
在对各版本的视频路径设计进行梳理后,我们发现了规律。
- HDMI:单级转换(HDMI 转 USB 视频),使用 MS2130S
- DP:双芯片链路(IT6563 + MS2130S)实现 DP 转 USB 视频
- VGA:双芯片链路(MS9288C + MS2109S)实现 VGA 转 USB 视频
双芯片不只是多了几个器件,还带来了额外的功耗和局部热点。在 KVM-GO 这样的尺寸下,这些热点几乎没有扩散空间。
其次是表面积约束。KVM-GO 把体积压到了极限,PCB 面积和有效散热面积都非常有限。
最后是布局带来的取舍。把两颗发热芯片都放在同一侧在散热上很理想,但引脚排布和高速布线要求让这种做法很难实现。把一颗 chip 放在更「靠内」的位置能简化布线和信号完整性,但热量会积在壳体内部。
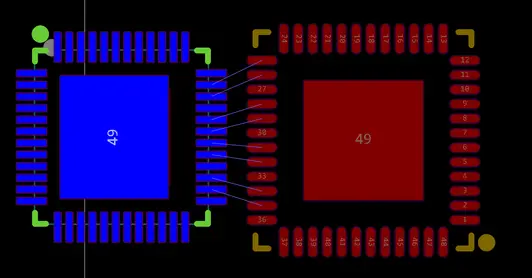
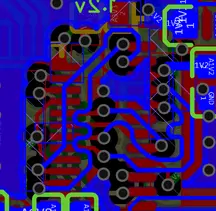
原始 PCB 布局
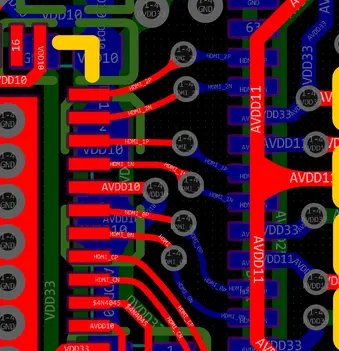
原始高速布线
KVM-GO 内部堆叠结构
记录 3:测量真正重要的指标——内部 vs 外部温度
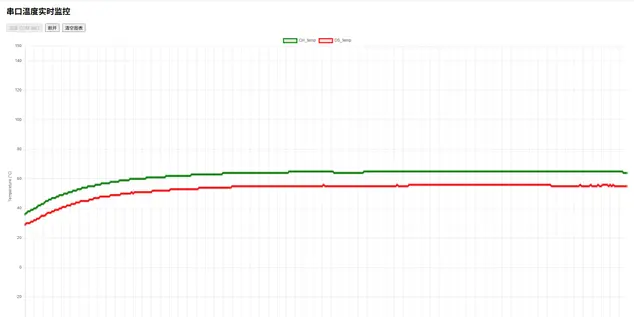
我们决定不再猜测,而是同时测量内外部温度。我们设置了外部和内部监测点,然后进行了长时间负载测试。
结果让人担心,尤其是 VGA 型号。
在约一小时的持续运行后: - 外表面达到约 65°C - 内部温度峰值约 115°C
许多消费级元器件的额定最高工作温度约为 85°C(具体取决于型号和等级)。三位数的内部温度意味着我们面对的不仅是「摸起来烫」的问题,而是可能导致产品寿命缩短或在不同环境下出现不可预测故障的情况。
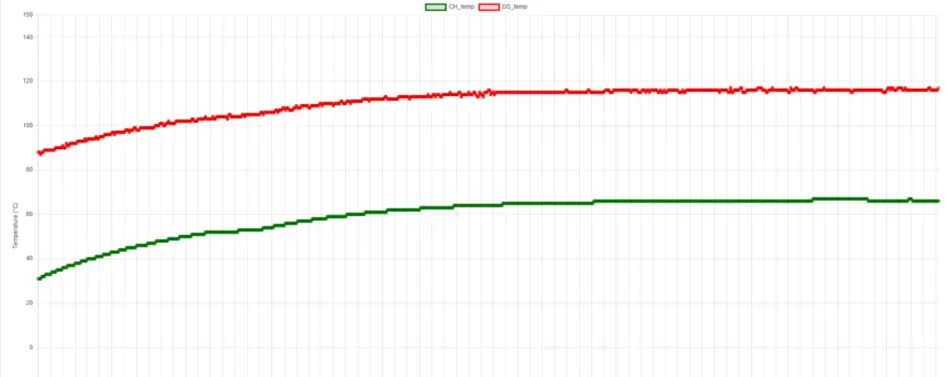
基线温度测试(内部 vs 外部)
记录 4:快速 sanity check——强制风冷有效(但这不是产品方案)
在重新设计任何东西之前,我们想先做一个快速验证:如果更快地散走热量,温度能否显著下降?
我们用 DIY 风扇做了简单的强制风冷测试。结果符合物理定律:温度明显下降,测试中约降了 15°C。这确认了问题是散热瓶颈,而非测量误差或软件行为。
同时这也说明:风扇与我们正在做的产品形态不符。KVM-GO 需要保持紧凑、静音、一体化。因此强制风冷只作为诊断手段,而不是最终方案。

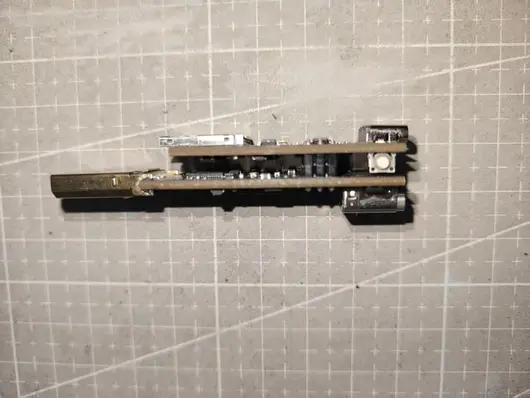
DIY 风扇散热 setup
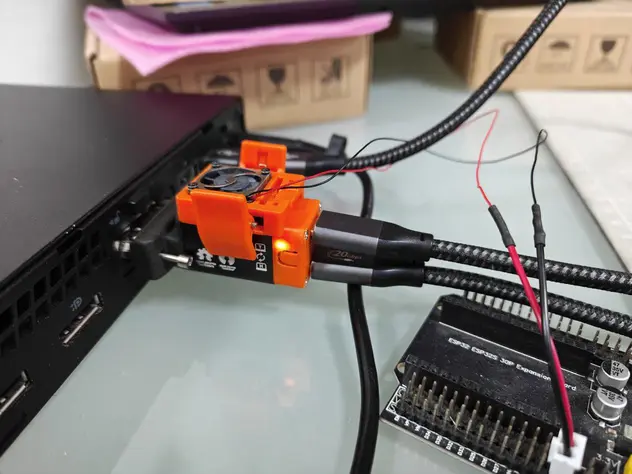
DIY 风扇散热,另一视角
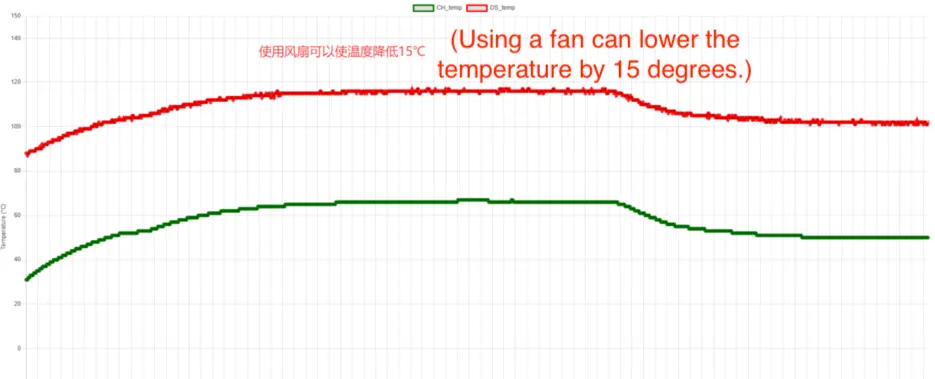
风扇散热下的温度测试
记录 5:修复步骤 1——将热源外移(同时保持信号完整性)
第一个实质性的改动在 PCB 上。我们尽可能把两颗发热芯片布置在更靠近外壳的一侧。
这并不是「随便挪一下」那么简单。DP 和 VGA 的布线约束很严,必须保证高速信号尤其是差分对干净,这是不可妥协的。把两颗芯片都往外放让布线更难,我们必须小心翼翼,避免影响信号完整性。
我们对比了新旧布局和布线,并打样验证了硬件行为。
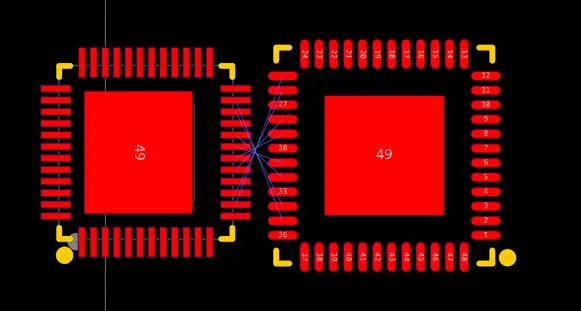
修改后的 PCB 布局(芯片外移)
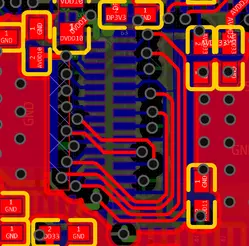
修改后的布线(第一轮)
修改后的布线(关键区域)

修改后的 PCB,用于验证
步骤 1 之后的变化
散热有所改善,但我们发现了一个次级问题:热量仍未能有效传递到外壳。部分区域温度偏高,热成像显示外壳并未起到足够的热 spread 作用。
步骤 1 降低了内部热点强度,但没有彻底打通导热路径。

布局更改后的温度(步骤 1)

外壳传热检查(步骤 1 后)
记录 6:修复步骤 2——建立真正的导热路径(CNC 铝块 + 导热界面材料)
到了这一步,我们把外壳视为散热系统的一部分,而不只是外罩。
我们增加了: - 上下 PCB 堆叠上的 CNC 铝块 - 导热界面材料(导热硅脂或导热垫),将热量传导到铝块再传导到铝制外壳
目标很直接:增大有效散热面积,并建立稳定、低热阻的路径,让热量到达外壳后安全散出。

CNC 导热块(步骤 2)

CNC 块安装细节
步骤 2 后的最终结果
添加导热路径后: - 外壳温度稳定在约 65°C - 内部温度降至约 55°C
热成像显示了我们希望看到的效果:热量分布更均匀,外壳终于参与到散热中,而不再让热量在内部累积。
添加 CNC 导热后的温度(步骤 2)

CNC 导热后的外壳温度
结语
这次问题的启示不仅是「DP 和 VGA 更热」。多级转换带来更高功耗是预期之内的,真正的收获在于:在这样小的设备中,热量往哪里去和产生了多少热量同样重要。
步骤 1(布局)降低了内部热点强度。
步骤 2(机械导热路径)让解决方案稳定且符合产品形态。
没有风扇,也不需要用户特殊操作,有的只是可预测的、稳定的设计。