Registro tecnico: Indagine sul calore DP/VGA su KVM-GO (e la correzione che ha funzionato)
Voce 1: Il momento in cui abbiamo capito che non era un "calore normale"
A metà dello sviluppo di KVM-GO, abbiamo osservato un comportamento termico che non corrispondeva alle tipiche aspettative di "piccolo dispositivo che si scalda". Il problema si manifestava solo su due varianti: DisplayPort (DP) e VGA. La variante HDMI rimaneva nei limiti previsti.
Inizialmente il sintomo era semplice: la temperatura del contenitore diventava scomoda prima del previsto. A preoccuparci non era il comfort, ma la possibilità che le temperature interne superassero di gran lunga quanto i componenti consumer sono progettati per tollerare nel tempo.
Voce 2: Perché solo DP e VGA
Analizzando il design del percorso video tra le versioni, è emerso un modello.
- HDMI: un singolo stadio di conversione (HDMI a video USB) con MS2130S
- DP: catena a due chip (IT6563 più MS2130S) per convertire DP in video USB
- VGA: catena a due chip (MS9288C più MS2109S) per convertire VGA in video USB
Due chip non aggiungono solo componenti. Aggiungono dissipazione di potenza e hotspot localizzati. In un prodotto delle dimensioni di KVM-GO, quegli hotspot hanno pochissimo spazio per diffondersi.
Poi abbiamo incontrato il secondo vincolo, la superficie. KVM-GO spinge la dimensione al limite, quindi area PCB e area effettiva di dissipazione termica sono entrambe ridotte.
Infine, un vincolo di layout è diventato un vero compromesso ingegneristico. Mettere entrambi i chip caldi sullo stesso lato sembra ideale termicamente, ma i requisiti di pinout e routing ad alta velocità rendevano difficile questo approccio. Mettere un chip più "all'interno" semplificava il routing e aiutava l'integrità del segnale, ma intrappolava il calore nell'interno del contenitore.
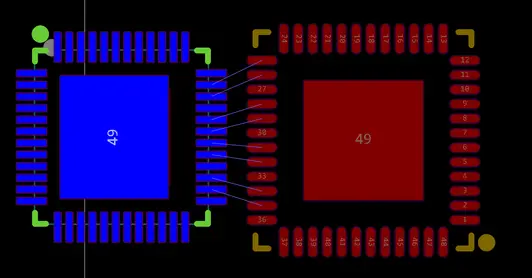
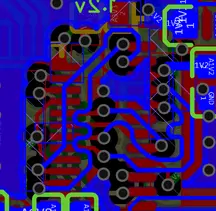
Layout PCB originale
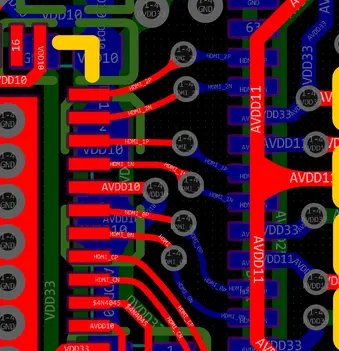
Routing ad alta velocità originale
Struttura interna dello stack KVM-GO
Voce 3: Misurare ciò che conta, temperatura interna vs esterna
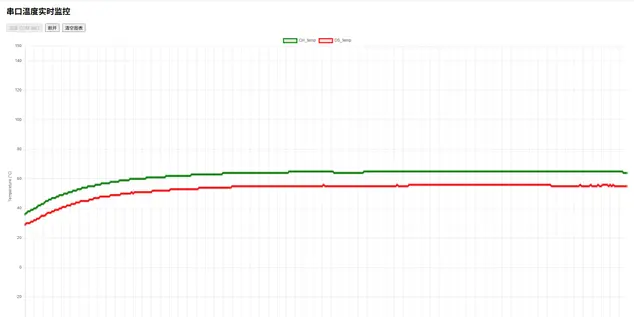
Abbiamo deciso di smettere di indovinare e misurare entrambi i lati del problema. Abbiamo creato punti di misura della temperatura per monitoraggio esterno e interno, poi eseguito un test di carico prolungato.
Il risultato era allarmante, soprattutto su VGA.
Dopo circa un'ora di funzionamento sostenuto: - la superficie esterna raggiungeva circa 65 °C - la temperatura interna piccava intorno ai 115 °C
Molti componenti consumer sono valutati per temperature operative massime intorno agli 85 °C, a seconda del componente e del grado. Vedere temperature interne a tre cifre significava che non stavamo affrontando solo un "caldo al tocco": stavamo guardando qualcosa che poteva accorciare la vita del prodotto o creare comportamenti imprevedibili tra gli ambienti.
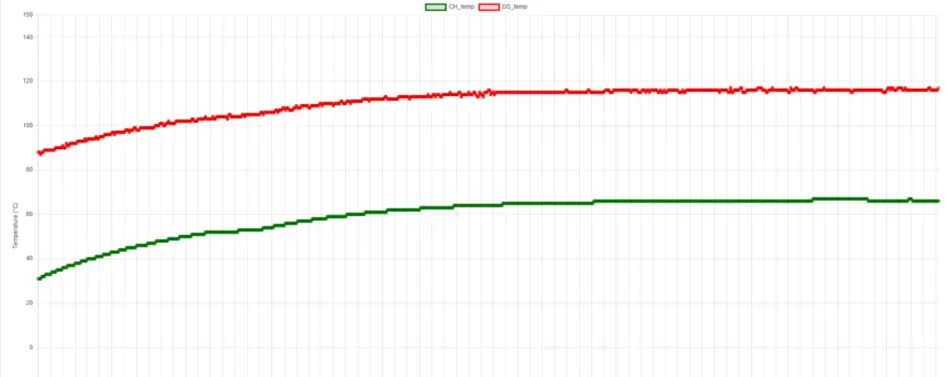
Test di temperatura di riferimento (interno vs esterno)
Voce 4: Un rapido sanity check, il flusso forzato funziona (ma non è una soluzione prodotto)
Prima di ridefinire qualsiasi cosa, volevamo una convalida rapida: se rimuoviamo il calore più velocemente, le temperature scendono in modo significativo?
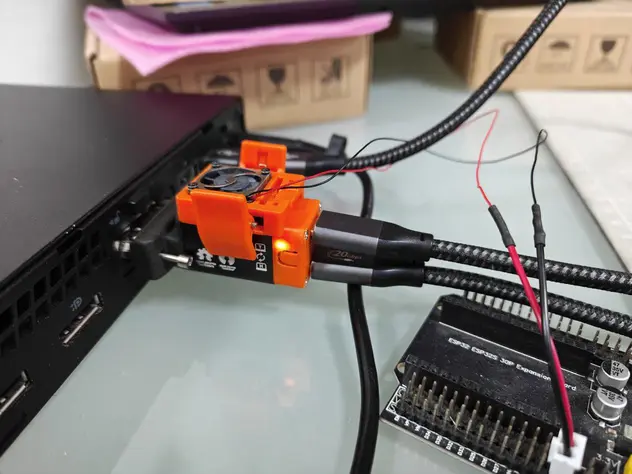
Abbiamo provato una configurazione di flusso forzato con un ventilatore DIY. Ha fatto quello che la fisica prevede: le temperature sono scese notevolmente, circa 15 °C nel nostro test. Questo ha confermato che il problema era un collo di bottiglia termico, non artefatti di misurazione o comportamento software.
Ha confermato anche altro: un ventilatore non è compatibile con il prodotto che stiamo costruendo. KVM-GO deve restare compatto, silenzioso e autonomo. Quindi il flusso forzato è diventato uno strumento diagnostico, non la risposta finale.

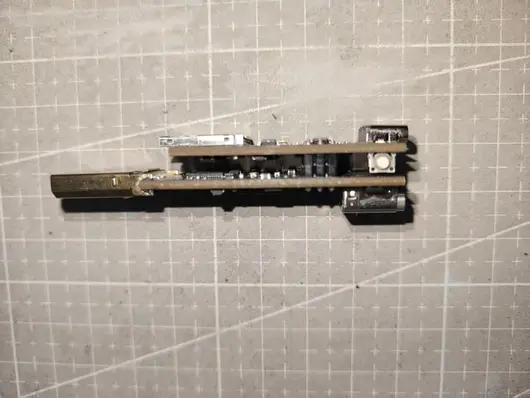
Setup di raffreddamento ventilatore DIY
Raffreddamento ventilatore DIY, vista alternativa
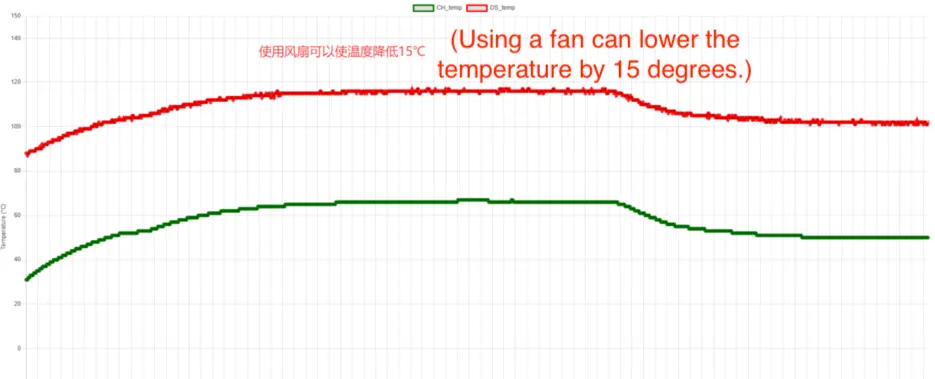
Test temperatura con ventilatore
Voce 5: Correzione passaggio 1, spostare le sorgenti di calore verso l'esterno (senza compromettere l'integrità del segnale)
La prima vera correzione è stata sul PCB. Abbiamo spinto il design il più possibile verso il posizionamento di entrambi i chip che generano calore più vicino al lato esterno.
Non era "basta spostare i componenti". Con DP e VGA, i vincoli di routing sono stretti. Mantenere i segnali ad alta velocità puliti, soprattutto le coppie differenziali, è non negoziabile. Mettere entrambi i chip verso l'esterno ha reso il routing più difficile, e abbiamo dovuto lavorare con attenzione per non degradare l'integrità del segnale.
Abbiamo confrontato layout e routing vecchi vs nuovi, poi costruito hardware per verificare il comportamento.
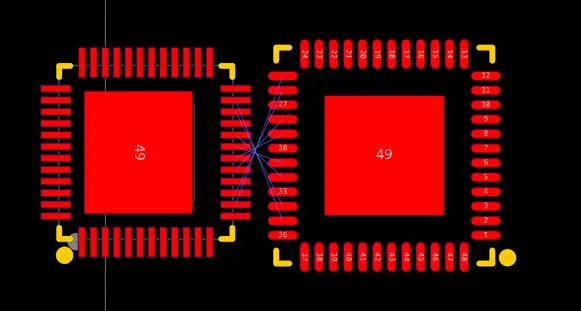
Layout PCB rivisto (chip spostati verso l'esterno)
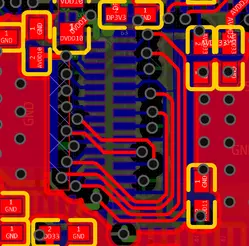
Routing rivisto (passo 1)
Routing rivisto (area chiave)

PCB rivista, costruita per validazione
Cosa è cambiato dopo il passaggio 1
Le termiche sono migliorate, ma abbiamo individuato un problema di secondo ordine: la temperatura ancora non si trasferiva efficacemente nel contenitore. Alcune aree restavano più calde del dovuto e l'imaging termico suggeriva che il contenitore non agiva come un vero dissipatore di calore.
Il passaggio 1 ha ridotto la severità degli hotspot interni, ma non ha completamente risolto il percorso del calore.

Temperatura dopo modifica layout (passaggio 1)

Verifica trasferimento termico del guscio (dopo passaggio 1)
Voce 6: Correzione passaggio 2, costruire un vero percorso termico (blocchi alluminio CNC più interfaccia termica)
A questo punto abbiamo trattato il contenitore come parte del sistema termico, non solo come copertura.
Abbiamo aggiunto: - blocchi alluminio CNC sullo stack PCB superiore e inferiore - materiale per interfaccia termica (pasta o pad) per accoppiare il calore all'alluminio e poi al contenitore in alluminio
L'obiettivo era semplice: aumentare l'area effettiva di dissipazione e creare un percorso stabile a bassa resistenza perché il calore raggiunga il contenitore, dove può dissiparsi in sicurezza.

Blocco termico CNC (passaggio 2)

Dettaglio blocco CNC installato
Risultato finale dopo il passaggio 2
Dopo l'aggiunta del percorso di conduzione: - la temperatura esterna si è stabilizzata intorno ai 65 °C - la temperatura interna è scesa intorno ai 55 °C
L'imaging termico ha mostrato ciò che volevamo: la distribuzione del calore è diventata più uniforme e il contenitore ha finalmente partecipato alla dissipazione invece di lasciare accumulare il calore internamente.
Temperatura dopo conduzione CNC (passaggio 2)

Temperatura del guscio dopo conduzione CNC
Nota finale
La lezione di questo problema non era semplicemente "DP e VGA scaldano di più". La conversione multistadio costa più potenza e quella parte è attesa. La vera lezione era che, in un dispositivo così piccolo, dove va il calore conta tanto quanto quanto calore viene generato.
Il passaggio 1 (layout) ha ridotto la severità degli hotspot interni.
Il passaggio 2 (percorso di conduzione meccanica) ha reso la soluzione duratura e adatta al prodotto.
Nessun ventilatore, nessuna gestione speciale da parte dell'utente, solo un design che si comporta in modo prevedibile.